Jádro kurzu: systematická diagnostika vad výtisku — od první vrstvy přes stringing, warping a podextruzi po layer shift a elephant foot, vždy s příčinami a řešeními.
Tohle je spolu s kalibrací srdce celého kurzu. Žádná tiskárna netiskne pořád bez chyby — tryska se ucpe i u nejlepšího stroje, to je normální provoz. Rozdíl je v tom, že vadu poznáš, víš, čím je nejspíš způsobená, a opravíš ji systematicky, ne náhodným šaháním. V tomhle modulu projdeme katalog vad: u každé řekneme, jak vypadá, co ji způsobuje a jak ji vyřešit. A přes celý modul táhneme jedno pravidlo, které ti vyřeší většinu problémů s kvalitou hned na začátku: první řešení problému s kvalitou = ZPOMALIT.
začátečník⏱ 11 min
Lekce 9.1 — Jak systematicky diagnostikovat vadu
🎯 Cíl lekce: Po lekci máš postup, jak k vadě přistoupit — neházíš deset změn najednou, ale jdeš od nejpravděpodobnější a nejlevnější příčiny.
Výklad
Když ti něco nesedí, neměň pět věcí naráz — pak nevíš, co pomohlo a co uškodilo. Diagnostika je o tom jít od nejpravděpodobnější příčiny a měnit jednu věc po druhé.
Začni zpomalením
Naprostá většina problémů s kvalitou se zlepší, když zpomalíš. První řešení problému s kvalitou je ZPOMALIT. Čím rychleji tiskneš, tím horší kvalita — to je fyzika, ne názor. Marketingových 600 mm/s zapomeň, reálně se kvalitně tiskne kolem 60–150 mm/s, vnější perimetry klidně jen 60. Než začneš ladit teploty a retrakce, zkus to samé pomaleji. Hodněkrát je hotovo.
Problém je skoro vždy na tvojí straně
Druhá věc, kterou si zapamatuj: v 99 % případů je problém na tvojí straně, ne ve filamentu. "Nejlepší filament neexistuje, existuje jen dobré nastavení." Než budeš nadávat na cívku, projdi nastavení, model, orientaci a stav tiskárny.
A nehraj si s firmwarem ani vnitřkem tiskárny bez znalostí — to je častá cesta, jak z malého problému udělat velký.
Postup
Vyfoť vadu a pojmenuj ji — stringing? warping? podextruze? Katalog v dalších lekcích ti pomůže.
Zpomal a zkus znovu.
Zkontroluj základ: čistá podložka, čistá tryska, dobrá první vrstva, suchý a kvalitní filament, správná orientace.
Měň jednu věc po druhé a piš si, co jsi změnil.
Až potom lez do kalibrace (teplota → retrakce → flow → PA podle vady).
Klíčová čísla (tahák)
Pravidlo č. 1: první řešení problému s kvalitou = ZPOMALIT.
Problém je v 99 % na tvojí straně, ne ve filamentu.
Měň jednu věc po druhé, ne všechno naráz.
⚠️ Časté chyby
Měnit pět parametrů najednou — pak nevíš, co zabralo.
Hned obviňovat filament místo nastavení a stavu tiskárny.
Hrabat se ve firmwaru bez znalostí a rozbít víc, než bylo.
Zapomenout zpomalit — nejlevnější a nejúčinnější první krok.
✅ Praktický úkol
Vezmi poslední nepovedený výtisk (nebo si schválně vyrob vadu rychlým tiskem). Pojmenuj vadu, pak vytiskni stejný díl o 30–50 % pomaleji a porovnej. Zapiš si do poznámek, co zpomalení udělalo — uvidíš, jak často je to celé řešení.
začátečník⏱ 13 min
Lekce 9.2 — První vrstva a adheze
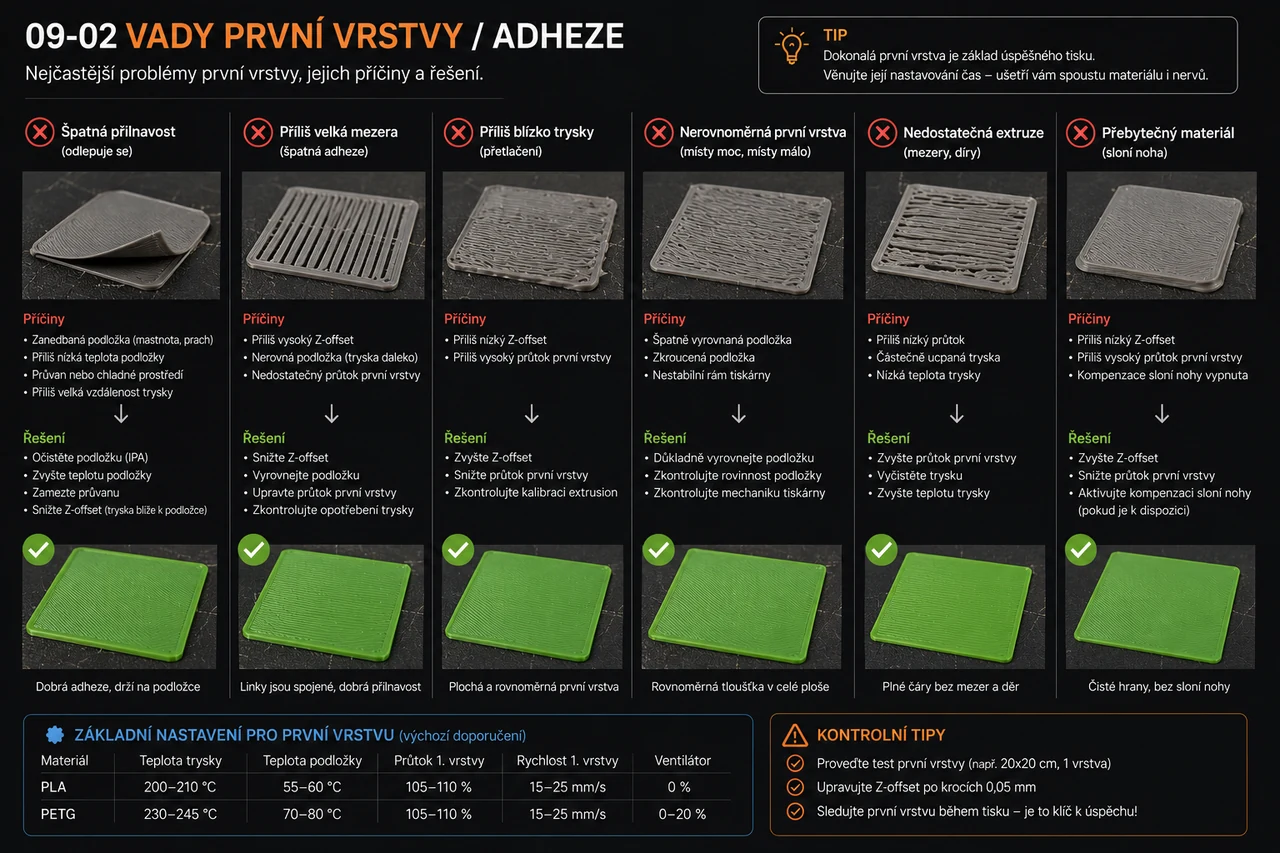
Vady první vrstvy a adheze – odlepené rohy a mezery (detail)
🎯 Cíl lekce: Po lekci poznáš špatnou první vrstvu, srovnáš Z-offset a víš, jak připravit podložku, aby výtisk držel.
Výklad
První vrstva rozhoduje o všem ostatním. Když nedrží, nemá smysl řešit nic dalšího. Dobrá první vrstva je zploštělá, ne rozmáčknutá — čáry se k sobě lepí do souvislé plochy bez mezer, ale nejsou roztlučené na placku.
Čtení první vrstvy
Mezery mezi čarami = tryska je moc vysoko (Z-offset moc velký).
Hřebínky / vytlačený materiál po stranách čar = tryska je moc nízko (ryje do plátu).
Na Prusách doladíš výškou pomocí Live Z (knoflík proti směru hodin = blíž k podložce; rozsah typicky −0,400 až −1,500). U strojů s loadcellem (CORE One, MK4/S, XL) je první vrstva automatická, jen případně doladíš Z offset — záporný = víc rozmáčknuté. Klasická kontrola je paper test (papír mezi tryskou a plátem). Každý plát má vlastní kalibraci — texturovaný je tenčí, takže potřebuješ trysku blíž. A PETG se musí rozmáčknout víc než PLA.
Adheze a čistá podložka
Druhá polovina je čistota plátu. Mastnota od prstů je nejčastější zabiják adheze. Čisti izopropylalkoholem (90–99 %) — papírová utěrka a přetřít. Pozor: aceton používej jen na hladký PEI, zhruba jednou za měsíc; na texturovaný plát aceton nikdy, zničíš ho. A na čištění od mastnoty platí jar + izopropyl, ne aceton.
Pro PETG, ABS, ASA, PA a PC se hodí lepidlo (tyčinka / 3D lak). U PETG je to nutnost i obráceně — PETG se na hladký PEI lepí tak silně, že ti utrhne kus plátu, takže tam dělá lepicí tyčinka separátor, ne lepidlo. Lak stříkej mimo tiskárnu, ne přímo nad pláty a mechaniku.
Zpomal první vrstvy
Sniž rychlost prvních vrstev zhruba na 75 % — pomalá první vrstva líp přilne. A nezneužívej snižování Live Z jako lék na všechno; když to nedrží, je problém spíš v čistotě nebo materiálu.
Klíčová čísla (tahák)
Dobrá první vrstva: zploštělá, ne rozmáčknutá.
Mezery = moc vysoko; hřebínky = moc nízko.
Prusa Live Z rozsah: typicky −0,400 až −1,500; proti směru hodin = blíž.
Loadcell stroje (CORE One, MK4/S, XL): auto první vrstva + doladění Z offset (záporný = víc rozmáčknuté).
Lepidlo pro: PETG, ABS, ASA, PA, PC. PETG na hladký PEI = tyčinka jako separátor.
⚠️ Časté chyby
Mastná podložka od prstů — nejčastější příčina špatné adheze.
Aceton na texturovaný plát — zničíš povrch.
Tisk PETG přímo na hladký PEI bez tyčinky — utrhne kus plátu.
Snižovat Live Z donekonečna místo vyčistit plát a srovnat základ.
✅ Praktický úkol
Vyčisti plát izopropylem, srovnej první vrstvu (Live Z nebo Z offset) a vytiskni testovací plošku (single layer / "first layer test"). Najdi stav, kdy jsou čáry zploštělé a souvislé bez mezer i hřebínků. Pak si poznamenej hodnotu pro daný plát.
mírně pokročilý⏱ 13 min
Lekce 9.3 — Stringing, blobs a šev
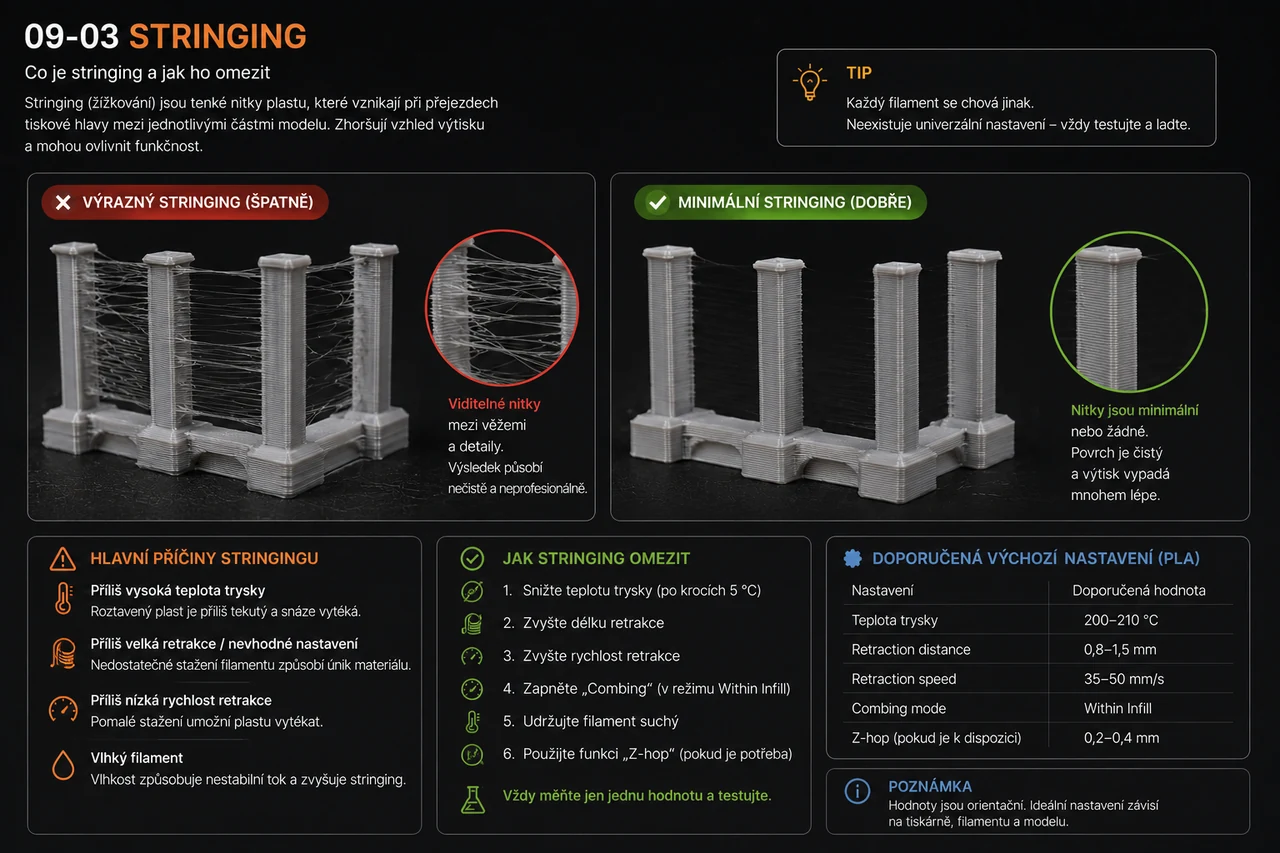
Výtisk se stringingem – pavučinky mezi částmi
🎯 Cíl lekce: Po lekci umíš odstranit vlásečnice (stringing), zbavit se nálitků (blobs/zits) a schovat šev.
Výklad
Stringing
Vlásečnice mezi částmi výtisku. Příčiny: vysoká teplota, špatná retrakce, vlhký filament, dlouhé přejezdy, špinavá tryska. Řešení v pořadí: sniž teplotu o 5–10 °C, dolaď retrakce, případně suš filament, zapni v sliceru Avoid crossing perimeters (vyhýbání přejezdů přes díry) a u víc objektů sequential printing (po jednom). Nouzově zbylé vlásečnice opálíš horkovzduchem kolem 200 °C na 1–2 s, v praxi nejrychleji hořákem nebo Dremelem.
Pamatuj na mýtus vlhkosti: stringing je většinou špatné nastavení nebo špinavá tryska, ne vlhko. Vlhko řeš až po teplotě, retrakci a trysce.
Blobs / zits
Nálitky a "uhry" na povrchu, typicky v místě švu. Příčiny: špatně schovaný šev, retrakce, pressure advance, stará verze slice resolution. Řešení: nastav skrytý šev (do rohu nebo na zadní stranu), přidej retrakci zhruba o 0,5 mm, dolaď pressure advance, zkontroluj slice resolution.
Šev
Šev je místo, kde vrstva začíná a končí — vždycky někde bude. Smysl je ho schovat, ne zrušit. V sliceru nastav umístění švu do rohu nebo na nejméně viditelnou stranu (nebo "nejbližší" pro náhodné rozprostření). Pomáhá i dobře nakalibrovaný pressure advance a retrakce — pak je šev jen tenká čárka místo nálitku.
Klíčová čísla (tahák)
Stringing příčiny: vysoká teplota, retrakce, vlhko, dlouhé travely, špinavá tryska.
Stringing řešení: −5 až −10 °C → retrakce → Avoid crossing perimeters → sequential → (sušit).
Nouzové opálení: horkovzduch ~200 °C / 1–2 s (nebo hořák/Dremel).
Blobs/zits: skrytý šev, retrakce +0,5 mm, pressure advance, slice resolution.
Šev: schovat do rohu / na zadní stranu, ne zrušit.
⚠️ Časté chyby
Sušit filament jako první reakci na stringing místo teploty a retrakce.
Nechat šev náhodně po celém obvodu — pak je vidět všude.
Hnát retrakci proti blobs bez kalibrace PA — řešíš následek, ne příčinu.
Přejezdy přes díry bez Avoid crossing perimeters → víc stringingu.
✅ Praktický úkol
Vytiskni váleček nebo vázičku a najdi na něm šev a případné vlásečnice. Nastav šev "do rohu" nebo na zadní stranu, sniž teplotu o 5–10 °C a vytiskni znovu. Porovnej, kde je teď šev a jestli zmizel stringing.
mírně pokročilý⏱ 13 min
Lekce 9.4 — Warping a delaminace
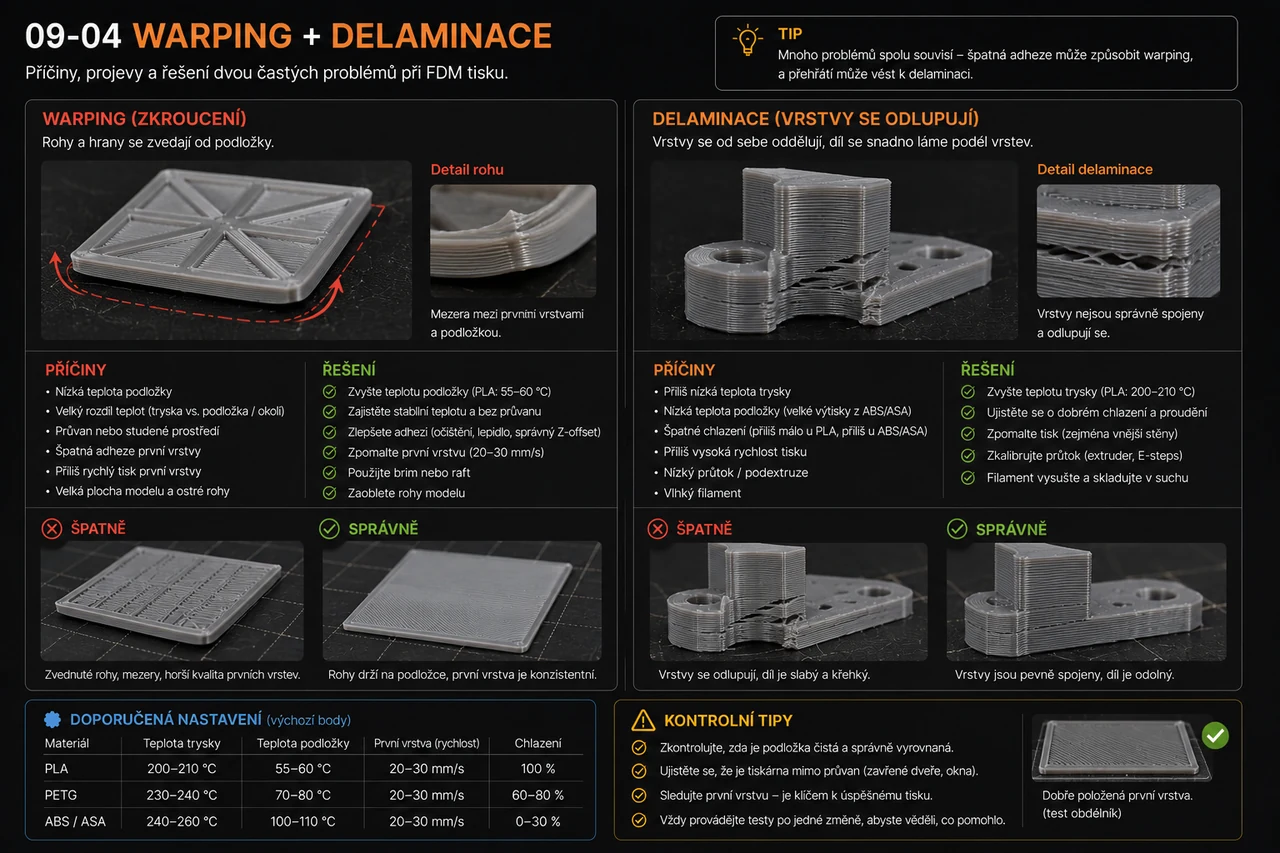
Zkroucený výtisk (warping) a oddělené vrstvy (delaminace)
🎯 Cíl lekce: Po lekci víš, proč se díly kroutí a oddělují vrstvy, a umíš to potlačit u PLA i u náchylných materiálů (ABS/ASA/PC/PA).
Výklad
Warping (kroucení)
Roh se zvedne od podložky a díl se zkroutí. Příčina: materiál se při chladnutí smršťuje, a když k tomu chybí dobrá adheze, plus rychlé chlazení a velký díl, roh se odlepí. Náchylné jsou hlavně ABS, ASA, PC a PA (PLA výrazně míň).
Řešení: lepidlo na podložku, vypnout chlazení prvních vrstev, brim nebo raft pro větší kontaktní plochu, enclosure (zakrytovaná tiskárna drží teplotu kolem dílu) a vhodná orientace (díl nakloněný kolem 45°). U ASA konkrétně: chlazení vypnout (jen lehce u převisů), brim 5 mm, 3D lak nebo Dimafix, a hlavně stabilní prostředí bez průvanu — průvan je u kroucení nepřítel číslo jedna. ASA se kroutí vždycky, jde jen o to minimalizovat to.
Delaminace (oddělování vrstev)
Vrstvy se od sebe odlepí, díl se rozevře. Příčiny: nízká teplota, podextruze, ucpaná tryska, rychlé chlazení nebo průvan, chybějící enclosure. Řešení: zvyš teplotu, vyčisti trysku, sniž rychlost (na 50–60 mm/s, u TPU až 20), sniž chlazení po krocích 5–10 %, drž výšku vrstvy do 80 % průměru trysky (u 0,4 mm trysky tedy max 0,32 mm, standard 0,2 mm) a používej suchý filament. U ASA platí: delaminace = málo tepla + moc chlazení, takže přidej 10–15 °C; když to nepomůže, zpomal zhruba o 50 %.
Obojí spolu souvisí přes teplotu a chlazení — víc tepla a míň ofuku lepí vrstvy líp a brání kroucení, ale za cenu horších převisů. Je to vždycky kompromis.
ASA: chlazení vypnout, brim 5 mm, 3D lak/Dimafix, bez průvanu.
Delaminace řešení: +teplota, čistá tryska, rychlost 50–60 mm/s (TPU 20), chlazení −5 až −10 %, výška vrstvy ≤ 80 % průměru trysky (0,4 → max 0,32; std 0,2), suchý filament.
ASA delaminace: +10–15 °C, pokud ne → −50 % rychlost.
⚠️ Časté chyby
Tisknout ABS/ASA/PC bez enclosure a v průvanu — zaručené kroucení.
Plné chlazení u materiálů, které ho mají vypnuté (ASA, ABS) → delaminace a praskání.
Vysoká výška vrstvy nad 80 % průměru trysky → slabé spojení vrstev.
Vytiskni větší placatý díl (kde se warping projeví) z materiálu, který máš. Pokud se kroutí, přidej brim, vypni chlazení prvních vrstev a odstraň zdroj průvanu, pak zopakuj. U technického materiálu zkontroluj, že je suchý a chlazení vypnuté.
mírně pokročilý⏱ 13 min
Lekce 9.5 — Pod/přeextruze a ucpaná tryska
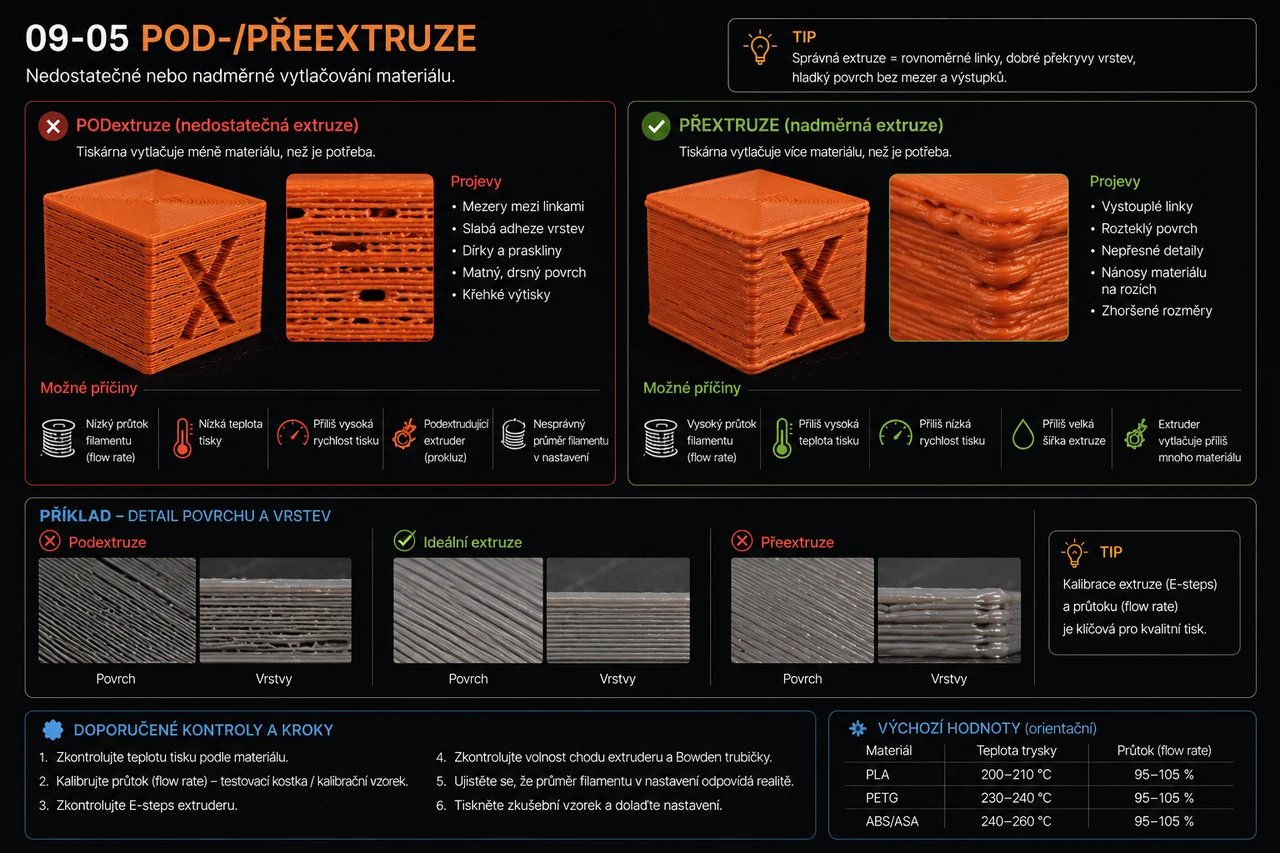
Pod- a přeextrudovaný povrch vedle sebe (detail)
🎯 Cíl lekce: Po lekci poznáš podextruzi i přeextruzi, víš, čím je vyvolat a odstranit, a umíš pročistit částečně ucpanou trysku.
Výklad
Podextruze (under-extruze)
Teče málo materiálu — vrstvy mají mezery, díry, slabé stěny. Příčiny: ucpaná tryska, heat creep (teplo leze moc nahoru a struna změkne moc brzy), špinavá podávací kolečka, nízká teplota nebo vysoká rychlost, špatný pressure advance, přetažený idler. Řešení: vyčisti trysku, přidej zhruba +10 °C, sniž rychlost, povol/sraň idler a zkalibruj flow.
Přeextruze (over-extruze)
Teče moc materiálu — nálitky, tlusté vrstvy, hrboly na povrchu, hrany lezou ven. Řešení: sniž flow, zkontroluj, že máš v sliceru správný průměr trysky, a dolaď pressure advance.
Ucpaná tryska
Tryska se ucpe i u nejlepšího stroje — je to normální údržba, ne porucha. Rozliš dva případy:
- Extruder clog (ucpání u podavače) — typicky cvakání (clicking) a špinavá kolečka. Vyčisti podávací gears.
- Nozzle clog (ucpání trysky) — mezery, díry. Řeš jehlou nebo protlačením.
Postup: zespodu na rozehřáté trysce protáhni jehlu 0,3–0,35 mm (k tomu se hodí jehly 0,4/0,2 z výbavy). Nebo protlač filament ručně — nahřej trysku na 260 °C po PLA, na 280 °C po PETG/ASA a protlač novou strunu. Když to nestačí, udělej cold pull (o tom je samostatná lekce v modulu údržby) nebo trysku vyměň. Cold pull funguje jen na částečné ucpání: nahřej na 270, protlač PLA, vypni, tlač do zhruba 170, počkej na 100 a vytáhni rovně nahoru.
Klíčová čísla (tahák)
Podextruze příčiny: ucpaná tryska, heat creep, špinavé gears, nízká teplota / vysoká rychlost, špatný PA, utažený idler.
Zaměnit ucpání trysky za podavač (cvakání = spíš gears, ne tryska).
Cpát flow nahoru proti podextruzi místo vyčistit trysku a zvýšit teplotu.
Cold pull při úplném ucpání — funguje jen na částečné.
Nechat heat creep (málo chlazení heatsinku) a divit se opakovanému ucpávání.
✅ Praktický úkol
Až ti příště začne tiskárna cvakat nebo dělat díry ve vrstvách, nepanikař — nahřej trysku, protáhni ji jehlou 0,3–0,35 mm zespodu a protlač čistou strunu (260 °C po PLA). Pokud teklo málo i po vyčištění, zkontroluj teplotu a sniž rychlost, pak zkalibruj flow.
pokročilý⏱ 12 min
Lekce 9.6 — Layer shift, ghosting a mechanika
🎯 Cíl lekce: Po lekci poznáš posun vrstev a ghosting, víš, že jsou mechanického původu, a umíš srovnat řemeny a mechaniku.
Výklad
Layer shift (posun vrstev)
Od určité výšky se výtisk najednou posune do strany — vypadá, jako by ho někdo seřízl a posunul. Je to mechanická chyba: motor ztratil kroky nebo se něco prokluzlo. Příčiny: volné řemeny nebo řemenice, nestabilní podložka, přehřáté drivery, nízký VREF, kolize trysky s výtiskem, příliš vysoká rychlost. Řešení: dotáhni stavěcí šroub (grub screw) na řemenici, napni řemeny (musí "zazvonit" — twang), chlaď elektroniku, zkontroluj VREF, zapni Z-hop (aby tryska nenarazila do warpnutého místa) a sniž rychlost. Mechaniku kontroluj zhruba každých 50 hodin tisku.
Ghosting / ringing
Ozvěny a vlnky na stěnách za ostrými hranami. Taky mechanický původ: vibrace, volné řemeny, vysoká akcelerace. Řešení: napni řemeny (na Prusách Belt Status v rozsahu 240–300 je v pořádku), sniž akceleraci a rychlost a nasaď input shaper (viz modul kalibrace). Tady opět platí, že před input shaperem musí být řemeny napnuté a tyče čisté.
Společný jmenovatel: mechanika
Obě tyhle vady nevyřešíš teplotou ani retrakcí — jsou v železe. Napnuté řemeny, dotažené řemenice, čisté a promazané tyče (na Prusě hladké tyče Prusa Lubricantem, na Bambu karbonové tyče jen IPA, NE mazivo) a rozumná rychlost. A jako vždy: když to drhne, zpomal.
Klíčová čísla (tahák)
Layer shift příčiny: volné řemeny/řemenice, nestabilní bed, přehřáté drivery, nízký VREF, kolize, vysoká rychlost.
Ghosting řešení: napnout řemeny (Prusa Belt Status 240–300 OK), snížit akceleraci/rychlost, input shaper.
Bambu karbonové tyče: čistit jen IPA, NE mazivo.
⚠️ Časté chyby
Řešit layer shift teplotou nebo retrakcí — je to mechanika.
Mazat karbonové tyče na Bambu — jen IPA, mazivo tam nepatří.
Zapnout input shaper na volné řemeny — nejdřív napni a vyčisti.
Tisknout moc rychle s vysokou akcelerací → ghosting i ztracené kroky.
✅ Praktický úkol
Zkontroluj řemeny své tiskárny (na Prusě přes Belt Status, cíl 240–300; jinak rukou — mají "zazvonit"). Dotáhni řemenice, vyčisti tyče (Bambu karbon jen IPA) a vytiskni kostku s ostrými hranami. Podívej se na ghosting před a po napnutí.
mírně pokročilý⏱ 12 min
Lekce 9.7 — Elephant foot, mosty a převisy
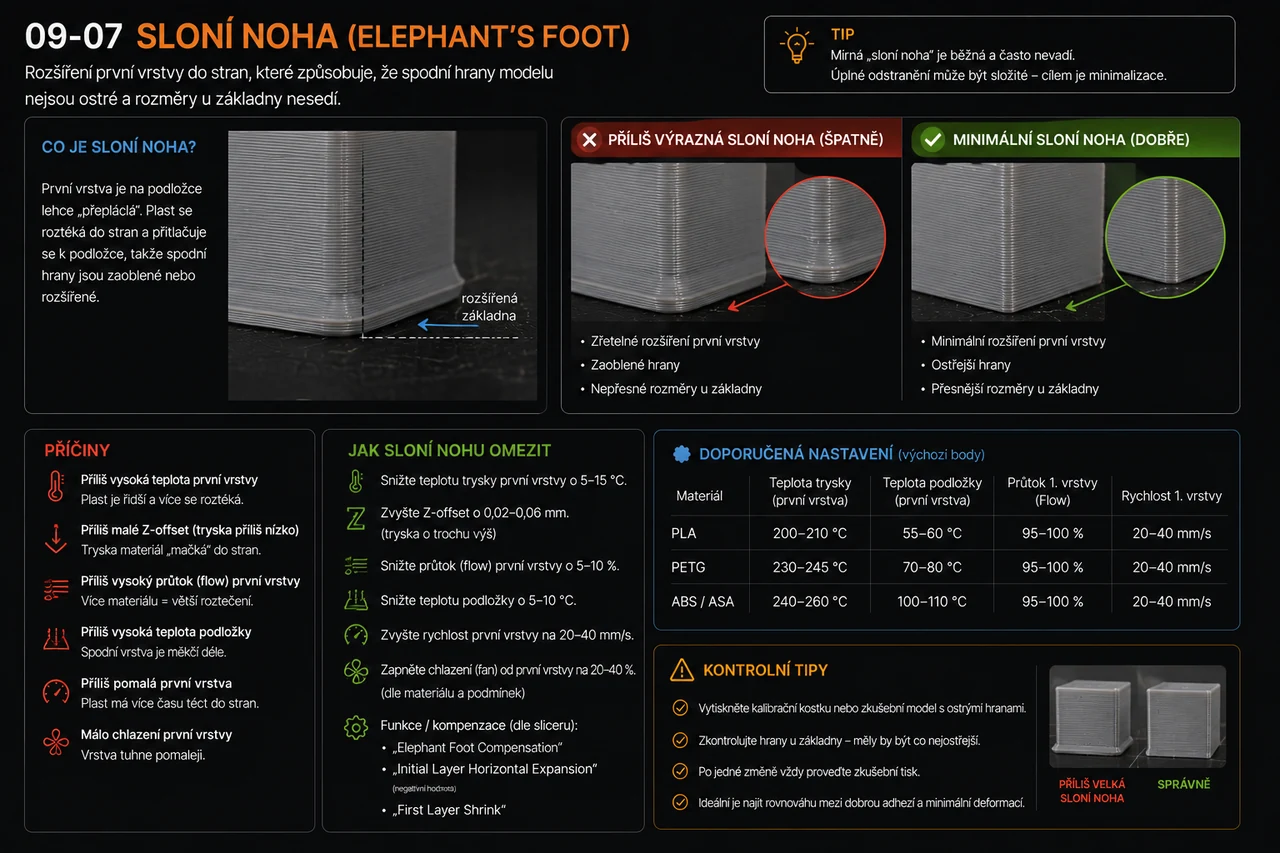
Sloní noha (elephant foot) – roztečená spodní vrstva, detail
🎯 Cíl lekce: Po lekci odstraníš "sloní nohu" u spodní vrstvy a víš, jak zlepšit mosty a převisy.
Výklad
Elephant foot (sloní noha)
Spodních pár vrstev je roztlačených ven, jako by díl stál na rozšířené patce. Vzniká, když na ještě nevychladlé spodní vrstvy tlačí váha dalších, plus přispívá horký bed, moc nízký Z-offset a přeextruze. Řešení podle účinnosti:
- Sniž teplotu podložky — to má největší dopad.
- Zapni Elephant's Foot Compensation v sliceru (srazí spodní rozměr).
- Navrhni na spodní hraně chamfer (zkosení) — pak se rozšíření schová do zkosení.
- Použij raft (díl pak nestojí přímo na ploténce).
A zkontroluj Z-offset — když je tryska moc nízko, první vrstvy se rozplácnou a elephant foot je horší.
Mosty
Most je plocha natažená mezi dvěma body. Problém vzniká, když materiál nestihne vychladnout a struna se propadne. Řešení: přidej podporu (u rovného mostu většinou netřeba, struna se napne; u zaobleného ano), sniž bridge speed, přidej chlazení přes most a zapni Thick bridges. Pamatuj z modulu o orientaci: rovné přemostění většinou podporu nepotřebuje, zaoblené ano.
Převisy
Strmý převis (nad ~40° od svislice) se propadá a chlupatí, protože tiskárna tiskne skoro do vzduchu. Řešení: lepší orientace (otoč díl, ať jsou převisy mírnější), chamfer místo ostrého převisu v návrhu, lepší chlazení (rychleji ztuhne) a případně podpory. Často je nejlepší řešení v modelu, ne v sliceru — zkosit hranu místo lámat si hlavu s podporami.
Klíčová čísla (tahák)
Elephant foot příčiny: váha na nevychladlou spodní vrstvu, horký bed, nízký Z-offset, přeextruze.
Mosty: rovný = bez podpory (struna se napne), zaoblený = podpora; snížit bridge speed, víc chlazení, Thick bridges.
Převisy: bez podpor do ~40°; jinak orientace, chamfer, chlazení, podpory.
⚠️ Časté chyby
Snižovat Z-offset proti elephant foot — paradoxně to zhorší (víc rozmáčkne).
Dávat podporu pod rovný most — zbytečné.
Lámat si hlavu s podporami u převisu, který by stačilo zkosit v modelu.
Plné chlazení u materiálu, který ho má vypnuté, jen kvůli mostům — radši uprav rychlost a orientaci.
✅ Praktický úkol
Vytiskni krychli a podívej se na spodní hranu — je rozšířená? Pokud ano, sniž teplotu podložky a zapni Elephant's Foot Compensation, pak zopakuj. Dál si vytiskni bridging test a najdi, jak velké rozpětí tvoje tiskárna zvládne bez podpory.